
 當前位置:
當前位置:怎樣解決空氣彈(dàn)簧在熱處理方法?
怎樣解決空氣彈簧在熱處理方法?
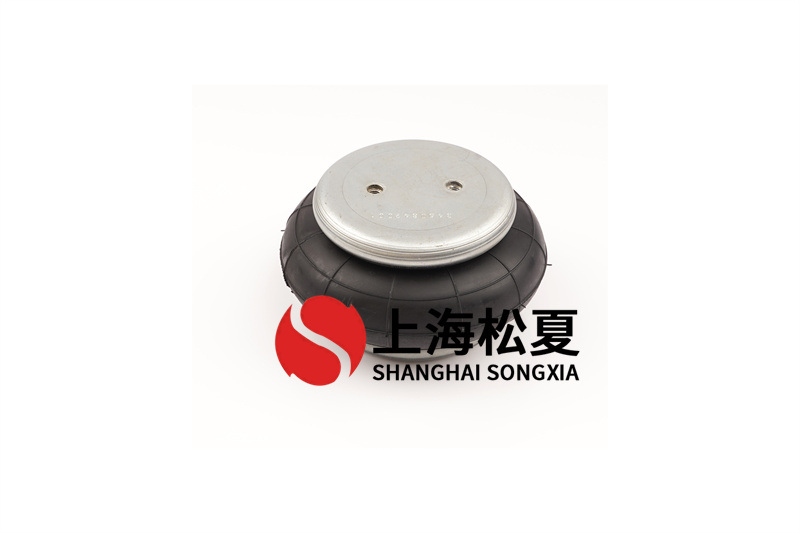
如今空氣彈簧機(jī)熱處理方法能耗很高(gāo),空氣汙染比較嚴重。這明顯不符當今的環保理念。加強熱處理方法綠色環保已變成領域的重中之(zhī)重。在(zài)熱處理方法全過程中產生的問題,與熱處理設備的階(jiē)段可以采用的首要對策(cè)有:選(xuǎn)擇(zé)動能,選擇爐型(xíng),持續爐優於周期爐,圓爐優於方爐。
與此同時,提高爐體產品結構設計,減少(shǎo)盡(jìn)量選用儲熱少、保溫隔熱性好的質輕耐(nài)火保溫材料。並吸入氣體;提高引燃全(quán)過程,選擇和控(kòng)製(zhì)引(yǐn)燃軟件。靈(líng)活運用餘(yú)熱回收。選用紅外感應輻射源烤漆工藝塗層,用以加氣磚和化學纖維的複合型(xíng)爐(lú)料可節能(néng)環保50上下,用以然料爐可節能環保(bǎo)10-30空氣彈簧(huáng)機,加溫時間可降低20-40;降低熱處(chù)理方法(fǎ)專用工(gōng)具和工裝夾具導致的熱損害等。
空氣彈簧機在組裝全過程中,會有許多的連(lián)接工作上。
普遍的不脫(tuō)卸式連接包括電焊、鉚(mǎo)合和間隙配合(hé)連接等,在其中間隙配合連接多用以軸和(hé)孔互相配合。為(wéi)了方便完成間隙配合連(lián)接,常見的方法有(yǒu)壓互相配合、熱膨(péng)脹互(hù)相配合和熱縮互相配合。一般可以(yǐ)選用鉚合方法,關鍵的或高的設備要想選用熱脹冷縮的方法。不脫卸式的連接在(zài)應(yīng)用曆程中不拆卸聯接件零件。
如今空氣彈簧機(jī)熱處理方法能耗很高(gāo),空氣汙染比較嚴重。這明顯不符當今的環保理念。加強熱處理方法綠色環保已變成領域的重中之(zhī)重。在(zài)熱處理方法全過程中產生的問題,與熱處理設備的階(jiē)段可以采用的首要對策(cè)有:選(xuǎn)擇(zé)動能,選擇爐型(xíng),持續爐優於周期爐,圓爐優於方爐。
與此同時,提高爐體產品結構設計,減少(shǎo)盡(jìn)量選用儲熱少、保溫隔熱性好的質輕耐(nài)火保溫材料。並吸入氣體;提高引燃全(quán)過程,選擇和控(kòng)製(zhì)引(yǐn)燃軟件。靈(líng)活運用餘(yú)熱回收。選用紅外感應輻射源烤漆工藝塗層,用以加氣磚和化學纖維的複合型(xíng)爐(lú)料可節能(néng)環保50上下,用以然料爐可節能環保(bǎo)10-30空氣彈簧(huáng)機,加溫時間可降低20-40;降低熱處(chù)理方法(fǎ)專用工(gōng)具和工裝夾具導致的熱損害等。
空氣彈簧機在組裝全過程中,會有許多的連(lián)接工作上。
普遍的不脫(tuō)卸式連接包括電焊、鉚(mǎo)合和間隙配合(hé)連接等,在其中間隙配合連接多用以軸和(hé)孔互相配合。為(wéi)了方便完成間隙配合連(lián)接,常見的方法有(yǒu)壓互相配合、熱膨(péng)脹互(hù)相配合和熱縮互相配合。一般可以(yǐ)選用鉚合方法,關鍵的或高的設備要想選用熱脹冷縮的方法。不脫卸式的連接在(zài)應(yīng)用曆程中不拆卸聯接件零件。
- 上一篇:空氣彈簧減震液(yè)壓(yā)機實驗(yàn)設備特點
- 下一篇(piān):空氣彈簧如(rú)何提升減震底座的品質?